Across National
Time Zones
Precision manufacturing
from coast to coast.
Tooling is a primary application for DMLS. This allows tooling inserts and components to be manufactured at a rapid pace. On top of the value of short turnaround times, additional value is created by the unique geometric freedom of design. This helps to improve both the quality and economics of injection molded parts by reducing cycle time and scrap while increasing productivity by 30%-60%. DMLS tools are used to produce millions of parts for injection molding operations. The challenge of integrating a system of this kind is to find the optimal design for the channels. Complexity of the channel design does not impact the manufacturing process, as the DMLS system builds channels directly into the tool. The advantages of these systems maintain a wide range of benefits for injection molding production.
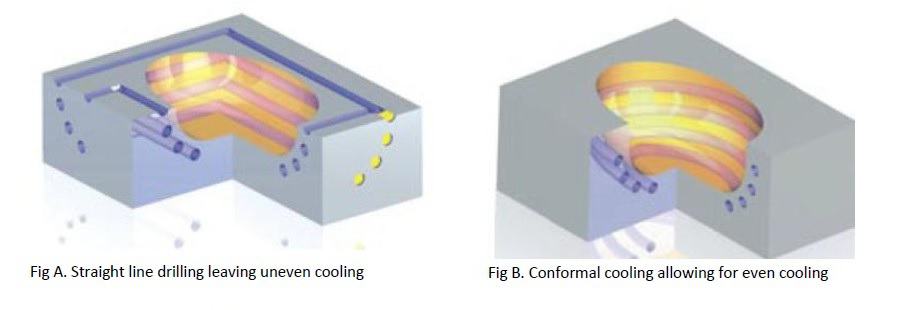
Routing options for cooling channels are almost infinite. This makes it possible to create an ideal cooling channel with a well-defined distance to the cavity. A conventional drilled cooling mechanism cannot achieve this. Cooling channel cross sections can take almost any shape (e.g., oval vs. round). Turbulence of the coolant within the system can thus be controlled by actively choosing different cross sections and by switching between different cross sections. As a result, turbulence inside of the coolant is generated close to the cavity along the entire channel path. Changing cross sections or forking the cooling channel can be done easily without splitting up the form. This allows for additional heat/cooling advantages in areas that cannot be reached by conventional methods.
Effective mold temperature control systems save time and production costs. Quality of injection molded parts can be improved through better control of the injection molding process. Warping and sink marks can be minimized by evenly cooling the injected plastics, which also minimizes internal stress and reduces or eliminate scraps. Internal stresses can be avoided in order to produce better parts with the same amount of required material. Certain geometries can only achieve required quality standards with conformal cooling. Combined systems with separate cooling and heating channels are also possible. The split between main systems for the control of the global temperature, and specific systems for the handling of close to cavity critical temperatures, can be performed with DMLS.
Heating and cooling ability can be expanded at critical parts inside the tool, which cannot or only partially be reached by conventional methods (e.g., long and lean cores, areas around hot-runners or small sliders). Du to this, use of special copper heat conductors or other complex measures becomes obsolete. Mold cavities can be under-cooled to reach optimal cycle times by minimizing cool down times in tooling cavities. Even temperature levels can help to improve tool life time—especially relevant in die casting tools that are exposed to extreme temperature variations.
Injection Molding Quotes in As Soon As One Business Hour / / Get A Quote
The distance from cavity to cooling channel differs as only straight line drilling channels are possible in top figure, and as a consequence, the heat dissipation cannot take place uniformly in the material. This results in //
The drilling procedure itself is not without certain risks. In the case of deep drilling there is always a danger to hit ejector holes (wandering drill) or the drill could break. As a consequence, the whole insert could be unusable.
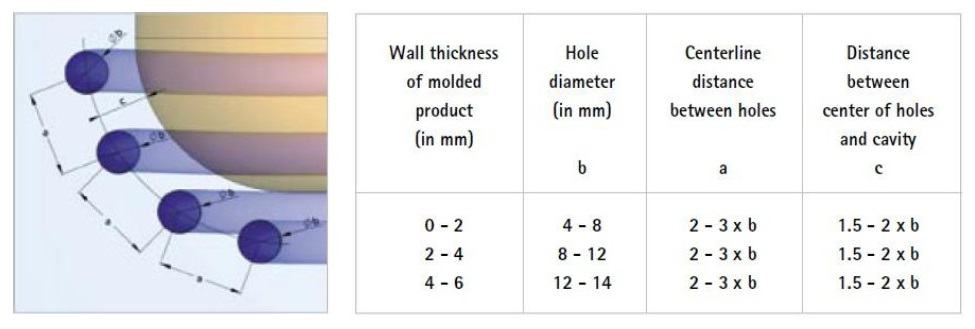
Design recommendations for the layout of heating/cooling channels with DMLS are the same as the ones given for conventionally designed channels as both are based on the plastic recrystallization and heat conductivity theories. In order to achieve a constant temperature level, the channel diameter should be chosen depending on the distance between the heating/cooling channel and cavity.
Depending on the design of the product, the optimal diameter should be chosen between 4-12 mm. Some inserts, such as closely placed ejector pins or parts with thin walls, make it difficult to adhere to this rule. DMLS can build channels down to 1 mm when using specially treated fluids to avoid clogging. Simulation software can be an especially useful resource to prepare your part for printing. If you have any design questions, talk to a Fathom expert before submitting your CAD file.
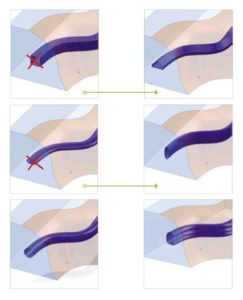
With DMLS, it is possible to vary the channel cross section shape of the manufactured tool inserts for a variety of complex shapes. The feasibility criterion supposes a self-supporting cross section, which means the angle of overhanging areas should be above 40° to horizontal.
On the last picture the cooling performance can be increased due to the ribbed shape and the increased turbulence in the channel.
Injection Molding Quotes in As Soon As One Business Hour / / Get A Quote
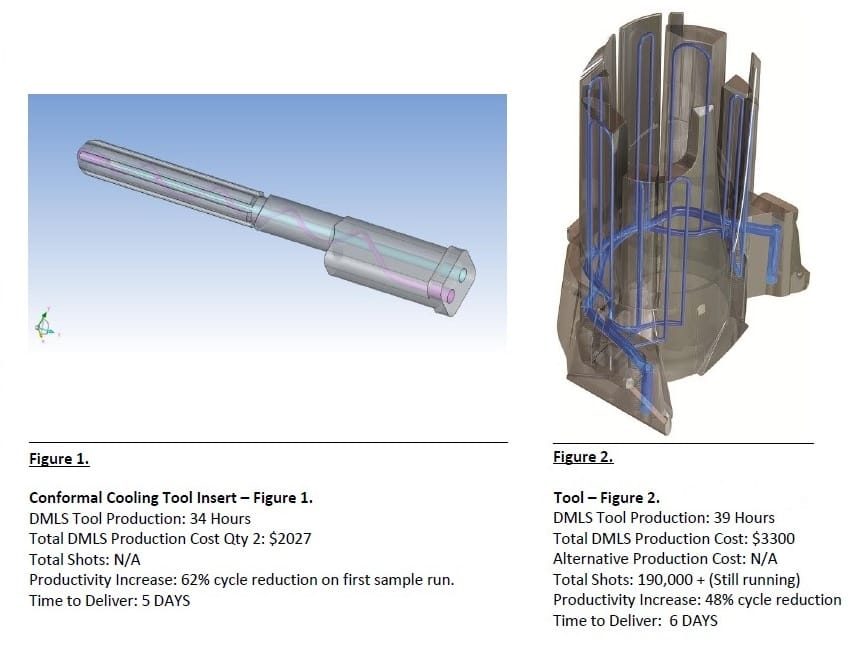
DMLS opens new frontiers for the implementation of very efficient heat/cooling systems. DMLS also offers design possibilities for the manufacturing of high-performance tools without having to consider the limitations which can characterize conventional processes. The real challenge is designing the correct channels during the first steps of the project. The manufacturing process of the mold inserts is not influenced by the complexity of the chosen cooling solution. This is because the DMLS machine simply builds the channels at the same time, without having any major impact regarding production time.
If you have a product which requires injection molding tooling, steel/aluminum molds, or production manufacturing, talk to a Fathom expert today.
Precision manufacturing
from coast to coast.
HEADQUARTERS //
1050 Walnut Ridge Drive
Hartland, WI 53029
877-328-4668
ARIZONA
444 W. 21st St. Ste. 101
Tempe, AZ 85282
480-966-2300
CALIFORNIA
46758 Lakeview Blvd
Fremont, CA 94538
COLORADO
7770 Washington St.
Denver, CO 80229
303-288-6855
FLORIDA
14000 N.W. 58th Court
Miami Lakes, FL 33014
305-889-3280
ILLINOIS
1207 Adams Drive
McHenry, IL 60051
815-385-7500
1401 Brummel Ave
Elk Grove, IL 60007
847-952-8088
MINNESOTA
13758 Johnson Street NE
Ham Lake, MN 55304
763-755-7575
NEW YORK
1920 Slaterville Rd.
Ithaca, NY 14850
607-277-7070
401 W. Shore Blvd.
Newark, NY 14513
315-331-7680
TEXAS
1513 Sam Bass Rd.
Round Rock, TX 78660
512-255-1477